
-
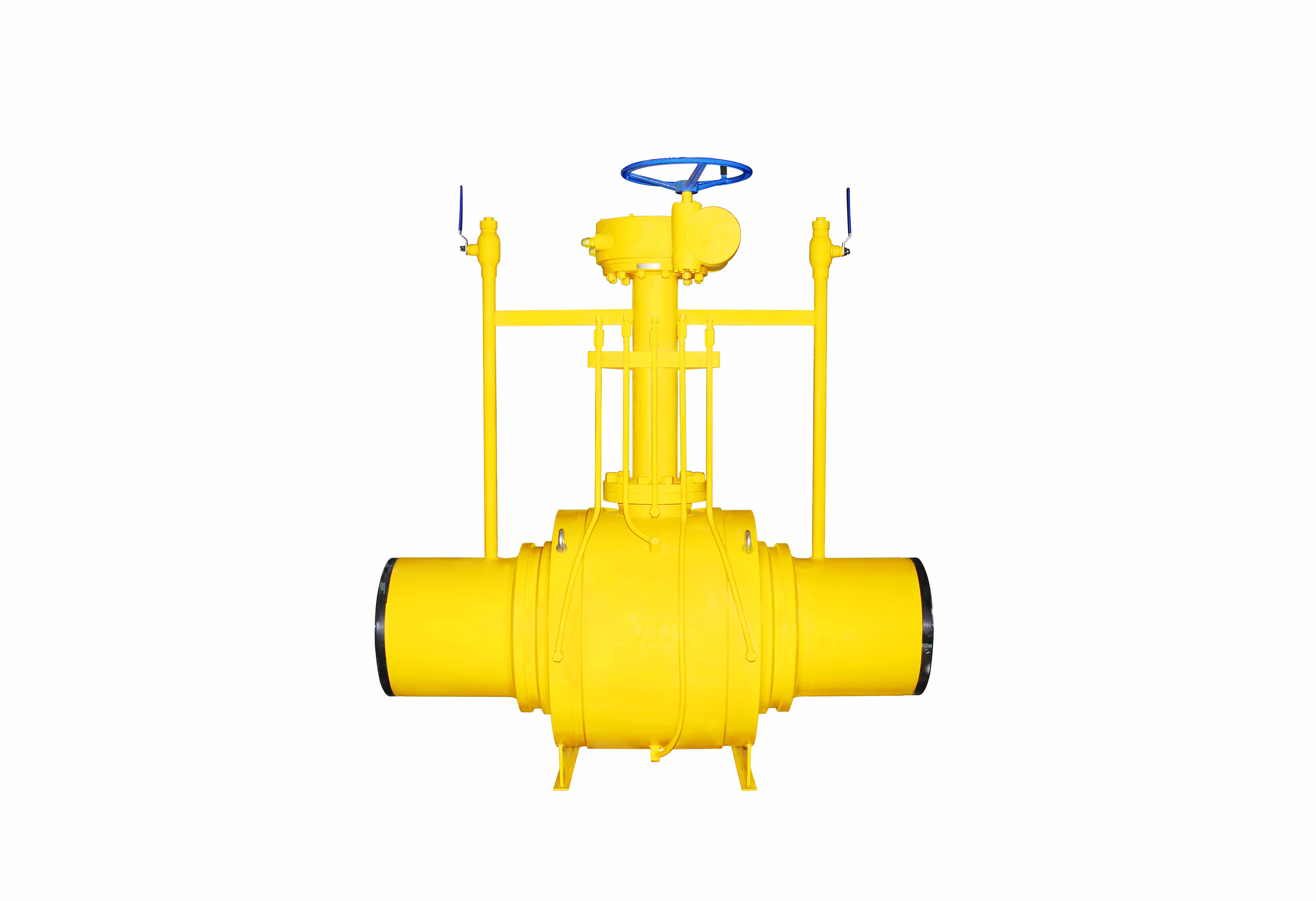
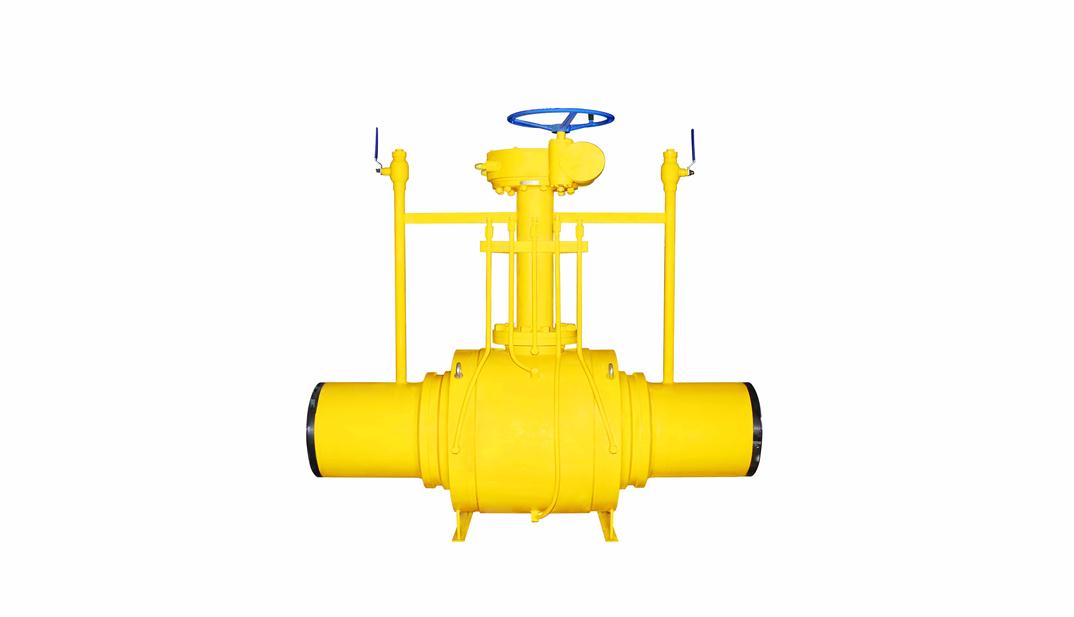 Q367F埋地式带袖管双放散焊接球阀
Q367F埋地式带袖管双放散焊接球阀
Q367F埋地式带袖管双放散焊接球阀
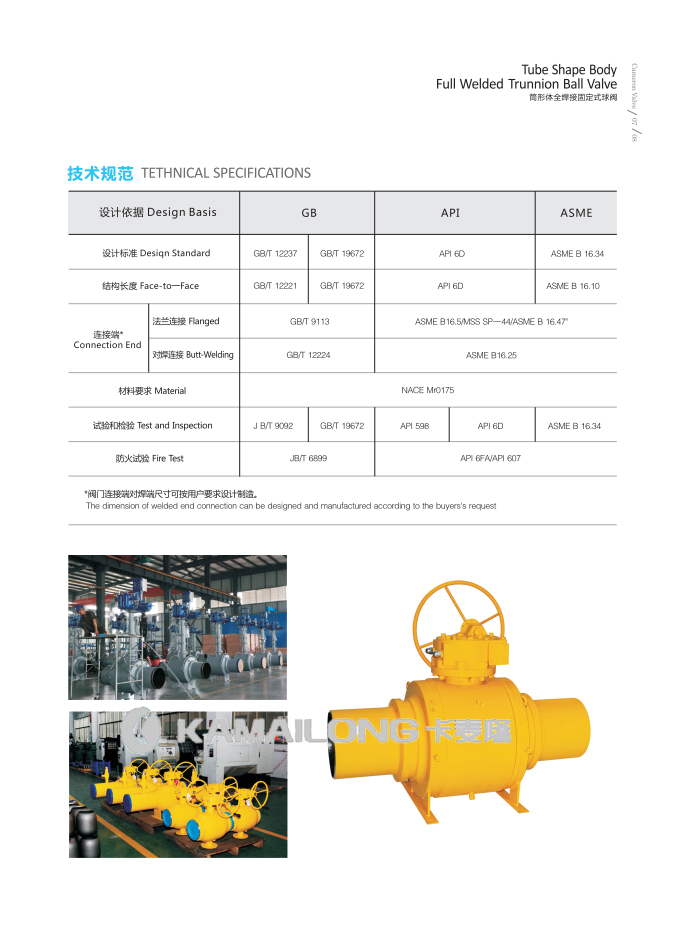
卡麦隆全焊接球阀按照GB、DIN、API、ASME等相关标准、规范进行设计,采用先进的锻钢球形阀体与纵向单焊缝全焊接式主体结构PMSS阀座有效保证阀门的密封性能,被广泛应用于天然气长输管线、城市环网、调压站及油品输配系统等重要场所。


GB/T 12237
API6D
管线阀门规范
阀门的设计和制造特点
卡麦隆全焊接球阀设计和制造按照API6D规范,阀门的试验和检验按API6D的规定,阀门的防火试验按API607和BS6755的规定,阀门阀体的形状分圆筒型阀体全焊接球阀和球型阀体全焊接球阀两种。阀座密封方式为:初级密封为金属密封、次级密封为非金属密封;对公称压力Class600(10.0MPa)以及以下的阀门次级非金属密封采用VITON-AED, 对公称压力高于Class600(10.0MPa)密封采用DEVLON、PEEK以及全金属密封等。
其主要特点如下
1、防火结构设计:
根据API607/BS6755规范,在阀门使用现场发生火灾时,次级密封非金属材料制作的密封圈在高温下分解或破坏,此时初级金属密封能够迅速贴紧球体起到密封作用。独特的双级密封阀座结构设计,确保了阀门阀座防火的可靠性。
2、防静电设计:
采用弹簧和小球静电引出装置,通过阀杆使球与阀体之间形成静电通道,从而使球体与密封圈开关过程中摩擦产生的静电通过阀体引到大地,防止静电火花可能引起的火灾或爆炸等危险。
3、密封的紧急救护及阀门的润滑
阀座及阀杆密封件出现损伤而出现泄露时,可以通过注脂阀注入的密封脂达到瞬间密封的作用。阀门正常工作状态下,可以通过注脂阀注入润滑脂对阀杆和球面进行润滑,使阀门启闭更加灵活轻便。
4、阀座结构设计:
A.上下游均采用单活塞阀座:
具有双阻塞/双排放功能,能同时截断来自上、下游的介质;具有自动泄压功能:阀门阀腔滞留的介质由于温度的升高,出现异常升压时,阀座可自动泄压(向压力低的一端排放)。
B.上下游均采用双活塞阀座:
具有双阻塞功能,能同时截断来自上、下游的介质;阀门阀腔滞留的介质不能实现自动泄放,需要在阀体上设置泄压阀来定压泄放阀腔的异常升压。
C.上游采用单活塞阀座、下游采用双活塞阀座:
具有双阻塞功能,能同时截断来自上、下游的介质;具有自动定向泄压功能:阀门阀腔滞留的介质由于温度的升高,出现异常升压时,阀座可自动泄压(向上游侧排放)
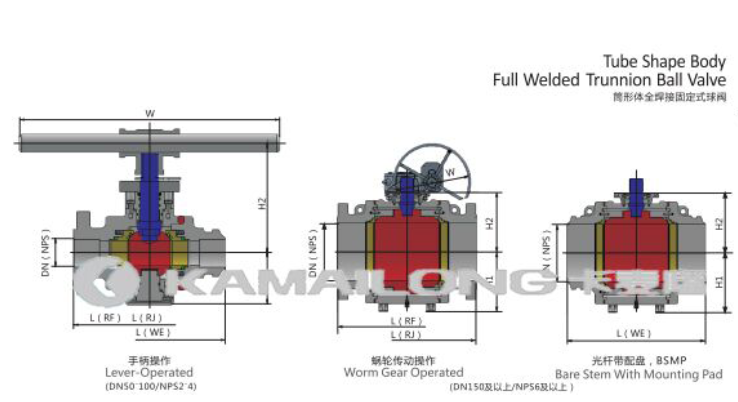
5、驱动装置安装平台的设置
符合ISO5211的阀门上法兰的设计,通过借助支架和联接套,便于安装任何型式的驱动装置。
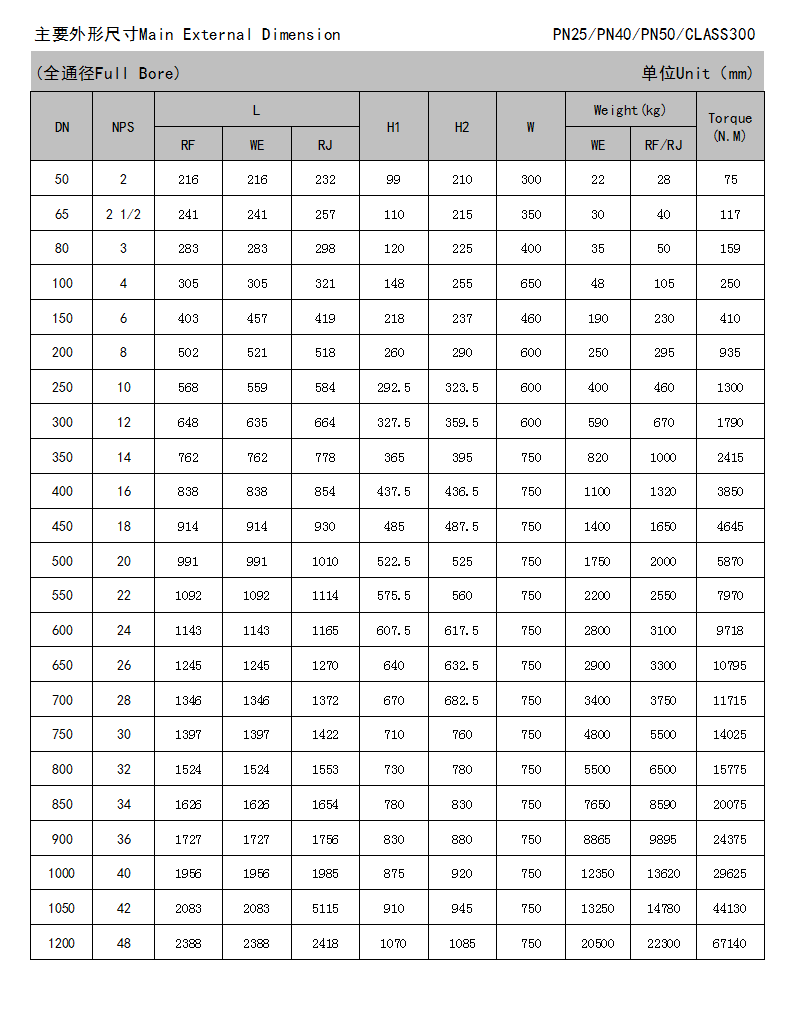
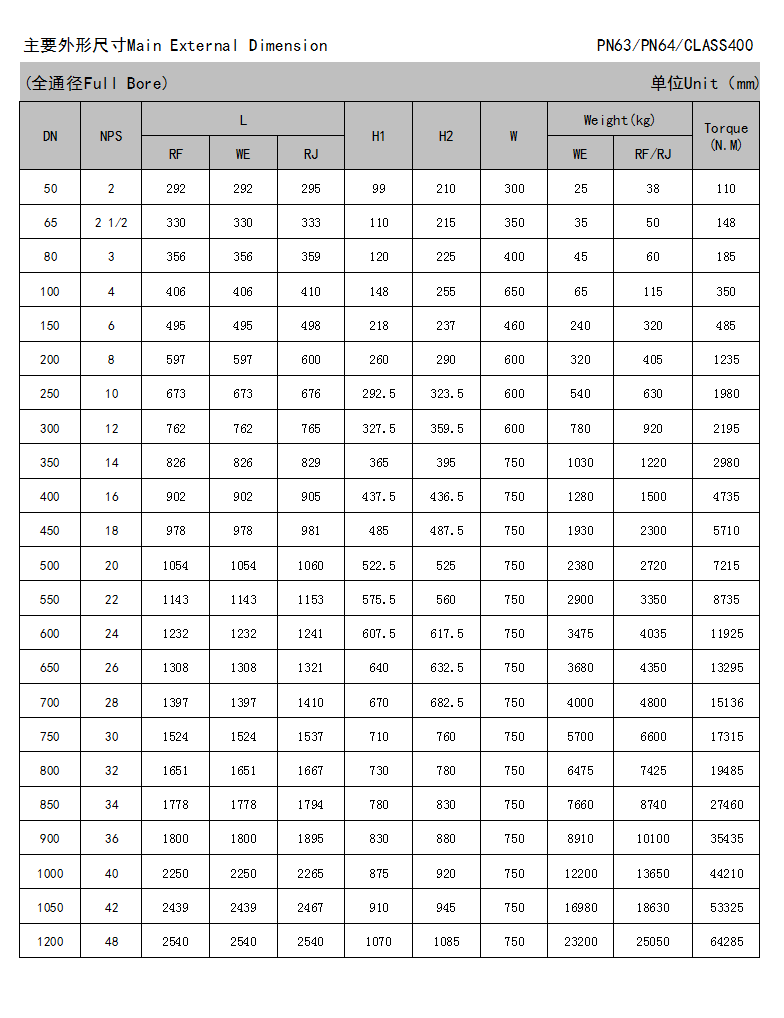
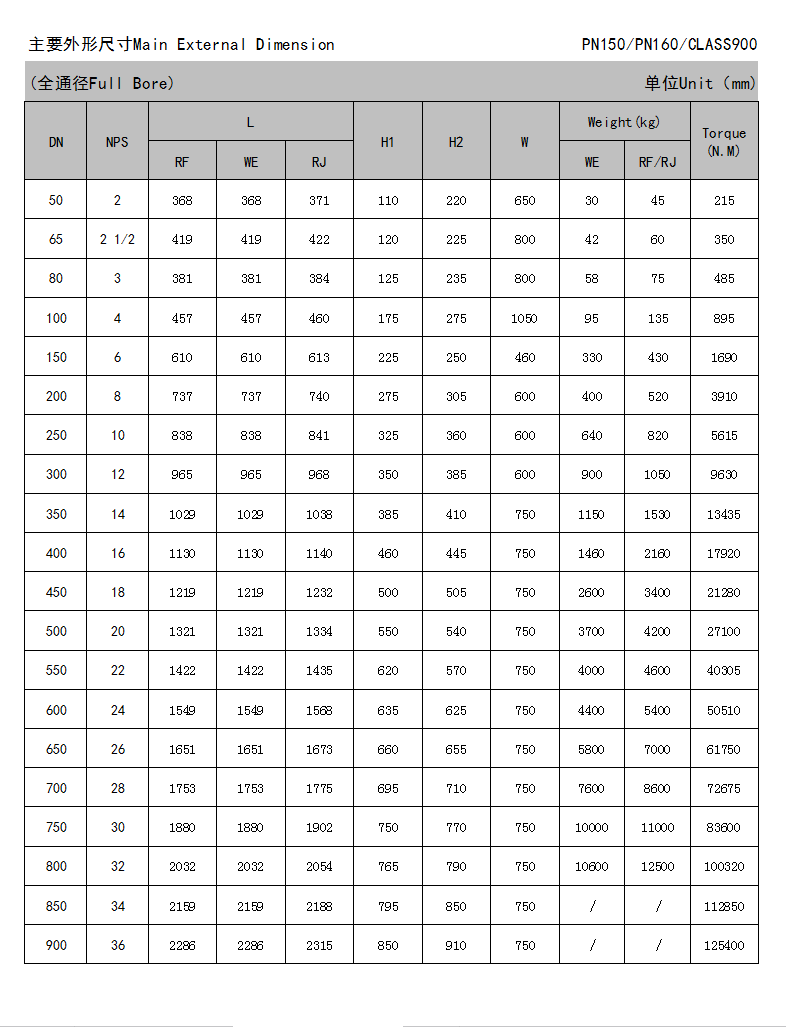
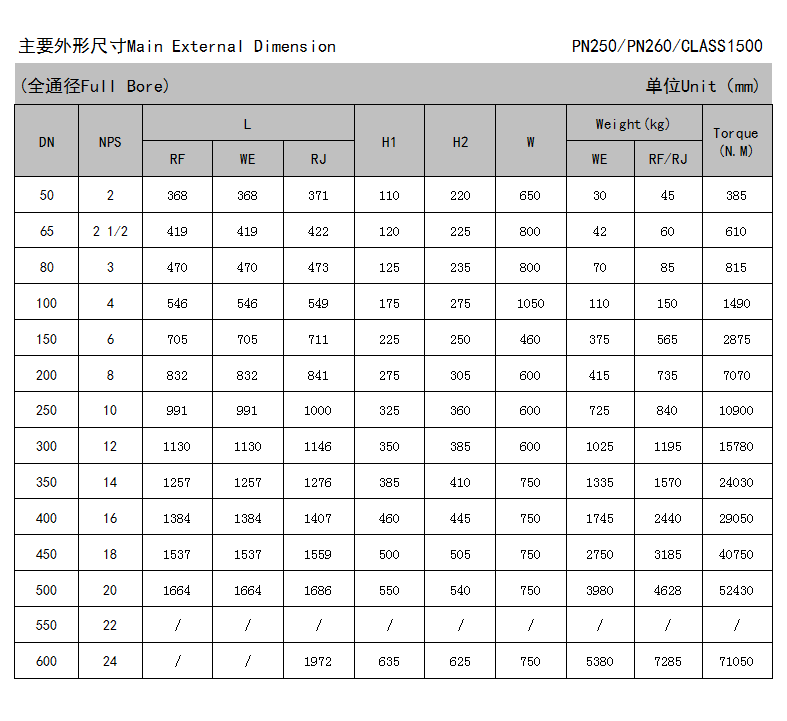
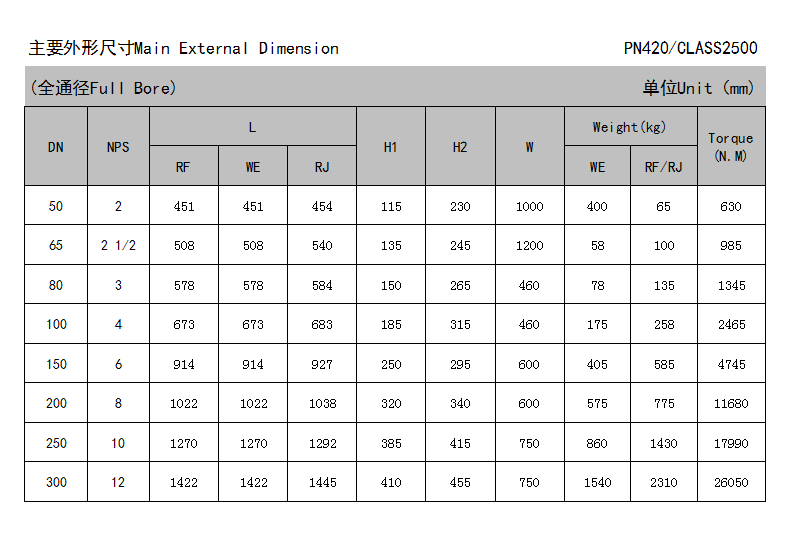
6、加长阀杆:
对于埋地安装的阀门,根据安装和操作的需要,可对阀门的阀杆进行加长,加长阀杆的尺寸按客户的要求。所有排污管、排气管和紧急注脂装置都相应加长,其他相关管道紧贴阀门的加长部位,将阀门排污阀、放空阀以及注脂阀接到地面安装,以便对主阀进行定期维护,阀门表面按规范覆耐腐蚀沥青、聚氨酯或者环氧树脂等涂层,以适应埋地安装使用工况。
7、加长阀盖:
对于要求在低温下工作的阀门,通过加长阀盖,增加了阀体和阀杆密封区的距离,避免了温度对密封的影响,加长的高度根据标准的规定,也可根据客户的要求。
8、阀门结构:
阀门采用三体侧装锻焊结构,消除了由于进口压力推动球体与密封座形成的巨大密封负荷而造成过大的扭矩。球体表面光洁度达到镜面,并使用镶衬了具有良好自润滑性的衬套,即使在最高的操作压力下也能达到较小的启闭力矩。
9、焊接结构特性:
左右体与中体的焊接采用典型的窄间隙埋弧多层焊接,焊接时采用的专用焊剂具有焊接时所需的载流和脱渣效果,焊层颗粒度较细,满足高强韧性焊接金属性能。焊接进行100%的超声波检测和硬度测试,确保焊缝的焊接质量。
10、有限元分析:
阀门壳体及内件经过精心设计,确保在各种工况下能可靠的工作;采用有限元分析法对阀门壳体强度、内件受力以及阀杆操作扭矩等进行模拟工况分析,为易出现问题和薄弱处进行优化,确保阀门性能优越。
在线留言
核心产品
-
-
筒形全焊接固定式球阀
-
筒形全焊接固定式球阀
-
三偏心全金属硬碰硬密封蝶阀
-
某种全焊接球阀
-
